 English
English


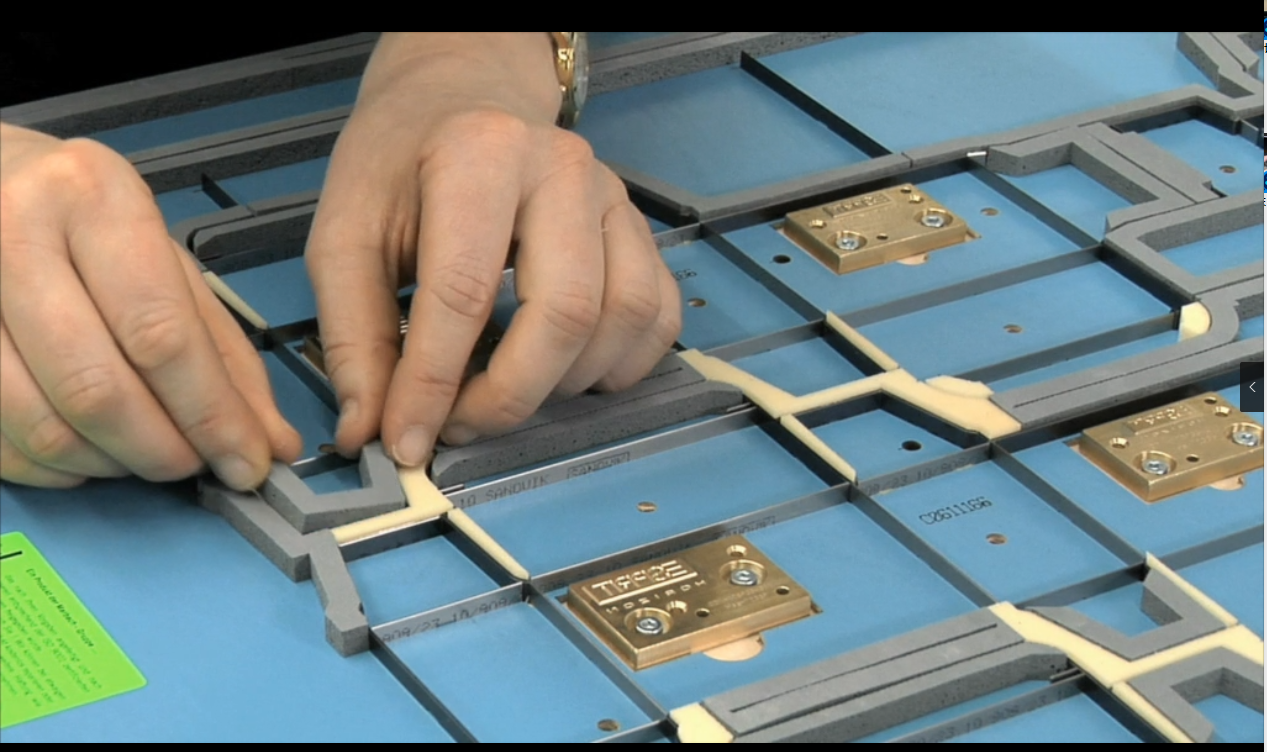
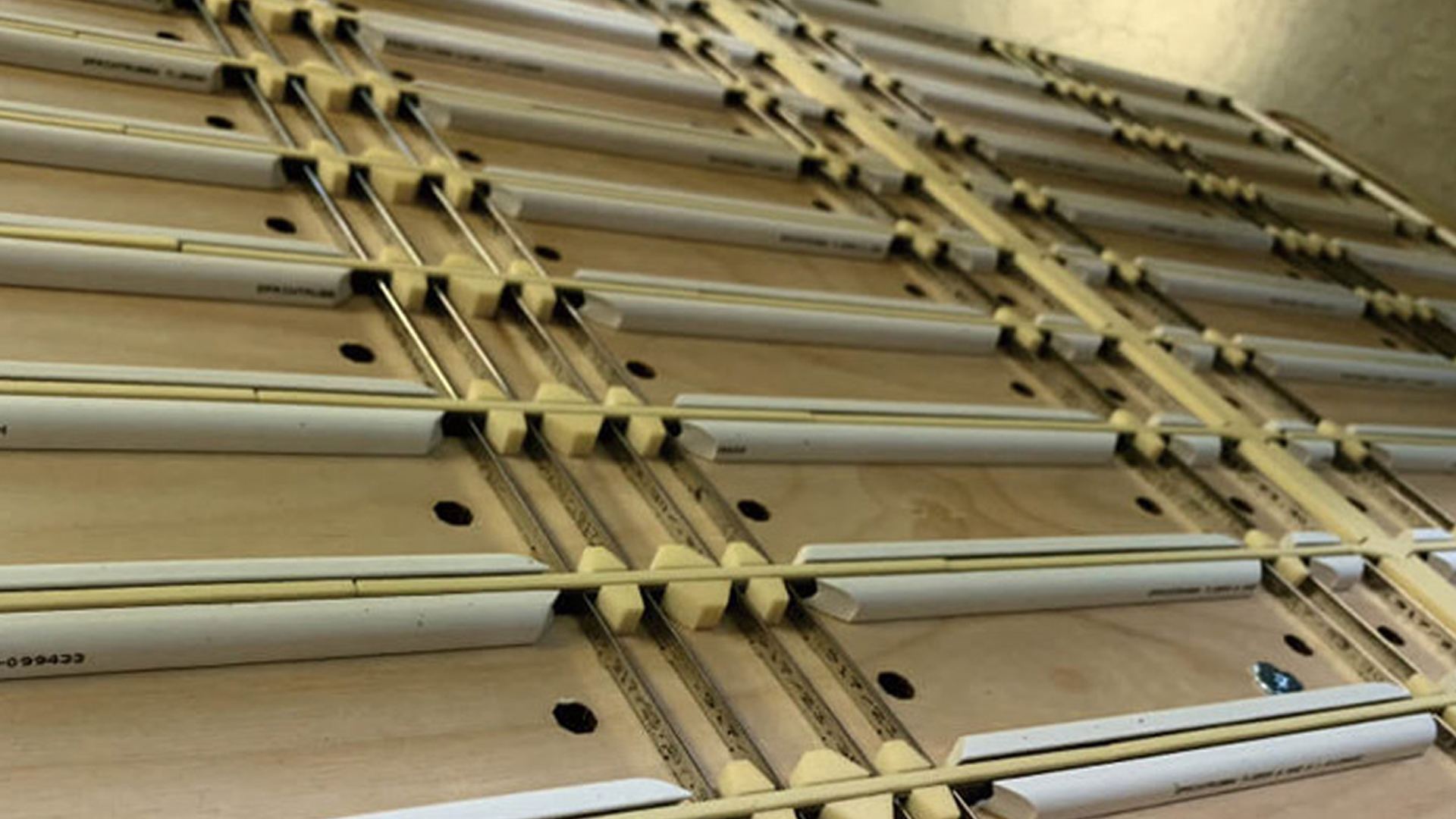
模切压痕工艺的好坏离不开优质的模切刀和压痕线
发布时间:07-11 作者:小华 来源:深华印材 查看: 次
模切压痕加工的主要工艺参数包括模切压力和模切速度。
模切压力的理论计算公式为:P=KA,P为模切所需的力,单位面积的剪切应力值,A为模切分离面的实际面积,可根据模切材料的厚度和周长计算;K为0.76-1.34。
在实际生产中,模具切割力F的值通常通过测试方法确定,然后计算模具切割压力的大小,即在测试材料的压力机上安装一定长度的钢刀和钢丝,然后放置加工材料,对材料施加压力,直到切割和压出所需的线痕。
劣质的模切刀和压痕线刀版弹垫在模切过程中不耐用会频繁更换;因此大大降低模切速度。
此时,写下压力P1的读数,重复10次,取平均值,然后将测量的压力P1除以切口和压线的总长度L,得到单位长度的平均模切力F=P1/L。
模切压力按以下公式计算:P=K1*L*F,P为模切压力,L为模切周围总长度(包括切口和压线);F是单位长度切口和压线的模切力;K1=1.3通常用于考虑实际生产中的各种不利因素。
模切机的工作速度与模切机的工作频率有关,这是影响模切机压痕生产率的过程因素。一般来说,模切压力也会随着模切速度的增加而增加。
模切刀 压痕条 刀版弹垫 补底纸 胶条 海绵条 补底纸 压痕模 压痕线
相关资讯
- 刀版弹垫:模切工艺的得力助手
- 刀版弹垫的选型与模切问题预防
- 刀版弹垫在模切工艺中的重要性
- 刀版弹垫与生产效率的关联性
- 刀版弹垫对模切质量的优化作用
- 异形刀线布局中的刀版弹垫拓扑优化
- 再生纸模切的刀版弹垫抗污策略
- 多层复合材料的刀版弹垫层压管理
- 薄型纸张模切中刀版弹垫的轻柔控制
- 高克重卡纸模切的刀版弹垫硬度法则
- 特种涂层纸的刀版弹垫表面能适配
- 瓦楞纸模切中刀版弹垫的力学适配
- 刀版弹垫:精准选型应对不同纸张的模切挑战
- 刀版弹垫:模切顺畅与精度的关键守护者
- 刀版弹垫:模切顺畅与品质的守护者
- 刀版弹垫:模切机效率腾飞的羽翼
- 刀版弹垫:模切机效率提升的动能源泉
- 刀版弹垫:开启模切机效率提升之门的钥匙
- 刀版弹垫:模切机效率飙升的幕后功臣
- 模切机效率跃升:刀版弹垫的关键赋能
- 那些年,深华都参加过那些展会
- 刚刚在深圳特区发生了一场地震,你知道吗?
- 无气味健康不伤手鼠标垫EVA材料 中高档理想
- 怎样使用压痕线反压线?
- 模切刀具的使用是整个模切过程中至为关键的
- 反压线使用说明
- 模切刀是怎样安装在刀模板上的?
- 工艺流程 DIY制作刀版——看图就会做
- 撕口虚线设计的作用 【模切资讯】
- 安全环保的EVA材料为孩子的成长保驾护航
- 刀版弹垫:模切工艺的得力助手
- 刀版弹垫的选型与模切问题预防
- 刀版弹垫在模切工艺中的重要性
- 刀版弹垫与生产效率的关联性
- 刀版弹垫对模切质量的优化作用
- 异形刀线布局中的刀版弹垫拓扑优化
- 再生纸模切的刀版弹垫抗污策略
- 多层复合材料的刀版弹垫层压管理
- 薄型纸张模切中刀版弹垫的轻柔控制
- 高克重卡纸模切的刀版弹垫硬度法则
您的浏览历史

